همه نوردها تحت بار و وزن خودشان تاب بر می دارند. علاوه بر وزن خود نورد، عوامل دیگر چون کشش رول، وزن وارد آمده بر رول در حین چاپ و نیروهایی که تراز نورد را بر هم می زنند باعث ایجاد خمیدگی (خیز) نورد می شوند.
هنگامی که چاپ با سرعت بالا انجام می شود درون محفظه دکتر بلید تلاطم (Turbulence) ایجاد می شود و همین تلاطم روی تیغه دکتر بلید فشار وارد می آورد و باعث می شود که روی سطح آنیلوکس سر بخورد. سر خوردن تیغه به سهم خود باعث می شود تا مرکب اضافی روی سطح آنیلوکس باقی بماند و لایه مرکب یکدست روی کلیشه منتقل نشود. افزایش ضخامت تیغه دکتر بلید می تواند مشکل خیز نورد را به حداقل برساند از سوی دیگر نوک ضخیم تر تیغه دکتر بلید سطح تماس بیشتری با نورد آنیلوکس پیدا می کند که خود باعث می شود عمل انتقال مرکب به خوبی انجام نگیرد. به همین خاطر دکتر بلیدی با ضخامت 010/0 تا 012/0 اینچ را انتخاب کنید تا مشکل خیز کاهش پیدا کند. با این حال باید تمهیداتی نیز اندیشید تا تیغه دکتر بلید نیز بیش از اندازه لایه مرکب روی نورد را نتراشد. برای این کار بهتر است از تیغه دکتر بلید لاملا (lamella) و یا لبه خمیده بلند (bevel) با مقطع 10 تا 15 درجه استفاده شود. خمیدگی تیغه نیز به سهم خود می تواند باعث نشت مرکب از درون محفظه شود برای جلوگیری از نشت مرکب باید از بلید های پلی استری ضخیم 0075/0 تا 030/0 اینچی استفاده کنید که 16/1 تا 8/1 اینچ درازتر از بلیدهای آهنی است تا ریسک نشت مرکب و آسیب دیدن نورد آنیلوکس کاهش پیدا کند.
مطلبی که در پی میاید تنها به نوردی که بار روی آن به صورت یکنواخت توزیع شده و با سرعت پایین می چرخد محدود می شود. در این صورت می توان نورد را مثل یک تیر دو سر گیردار تحت یک بار یکنواخت در نظر گرفت.
فرمول کلی خیز در مرکز یک نورد که ربار روی آن به طور یکنواخت توزیع شده است به شرح زیر است:
حداکثر خیز = (5*w*l^3)/(384*E*1)
در این فرمول :
W = وزن باری که روی نوردها وارد شده به اینچ
L= طول نورد به اینچ
I = ممان اینرسی مقطع بدنه نورد، تابعی از قطر شفت به توان چهار و به اینچ
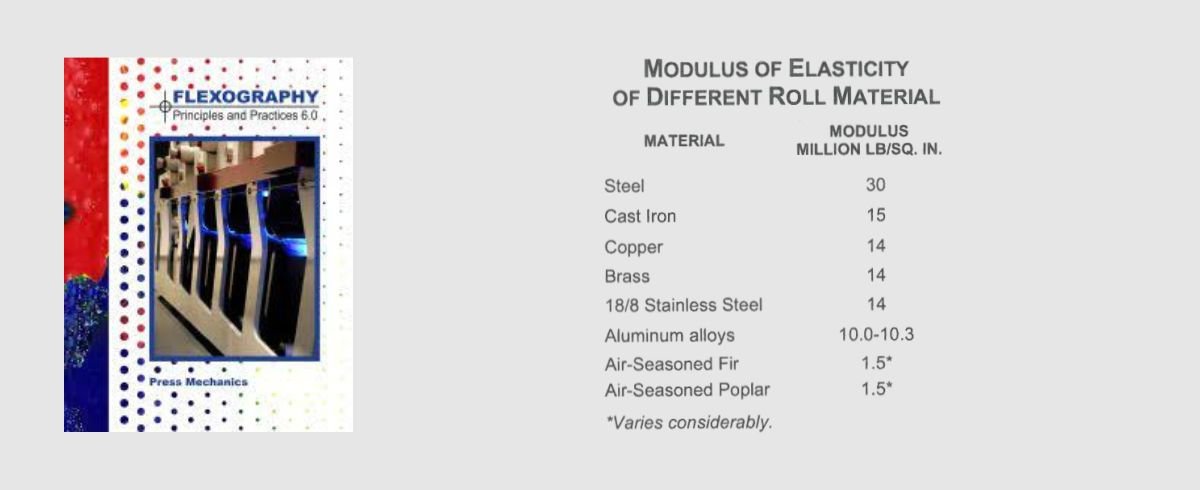
E = ضریب الاستیسیته نورد به پوند در هر اینچ مربع
یادداشت:
• مقدار تغییر شکل رابطه مستقیم با بار وارد آمده به نورد دارد. به عنوان مثال با دو برابر شدن بار خیز دو برابر خواهد شد.
• تغیر شکل رابطه مستقیم با تغییر طول نورد به توان 4 دارد. به عنوان مثال اگر طول نورد دو برابر شود و در عین حال میزان بار وارد آمده به نورد تغییر نکند میزان تغییر شکل 8 برابر خواهد شد.
• تغییر شکل با ممان اینرسی مقطع نورد رابطه معکوس دارد.
• ممان اینرسی به عنوان تابعی از قطر نورد به توان 4 تغییر پیدا می کند.
• اندازه تغییر شکل با ضریب الاستیسیته رابطه معکوس دارد.
از آنجاییکه یک نورد از یک شفت، دو سر نورد و یک بدنه تشکیل شده است مقطع طولی نورد یکنواخت و یکپارچه نیست. به همین دلیل برای انجام محاسبات، مقطع طولی نورد را همان مقطع طولی بدنه نورد و طول نورد را فاصله بین دو بولبرینگ نگه دارنده نورد در نظر می گیرند. برای محاسبه تغییر شکل تقریبی یک نورد ابتدا باید ممان اینرسی مقطع طولی بدنه نورد را تعیین کرد.
برای نورد توپر :
〖(نورد قطر)〗^4*0.049=I
برای نورد توخالی :
〖(OD〗^4-〖ID〗^4)0.049=I
:OD قطر بیرونی نورد
:ID قطر داخلی نورد
جدول بالا ضریب الاستیسیته مواد مختلف را نشان می دهد.
اگر نورد از فولاد ساخته شده باشد و یک نورد مشابه دیگر که از چدن ساخته شده جایگزین آن شود میزان تغییر شکل آن(خیز) دو برابر خواهد بود زیرا ضریب الاستیسیته چدن نصف فولاد است. بر همین اساس میزان خیز نوردی که از آلومینیوم ساخته شده است 3 برابر خواهد بود.
پیامی که این واقعیت علمی به دنبال دارد این است؛ هیچگاه نباید نوردهای درون یک ماشین را با یکدیگر و یا با نوردهای یک ماشین چاپ دیگر تعویض کرد. با اینکه نوردها ممکن است شبیه یکدیگر باشند ولی به احتمال زیاد میزان خیز آنها بسیار متفاوت است.